Jeep Parts Wiki | Ford Parts Wiki
Home | Search | Browse | Marketplace | Messages | FAQ | Guest
|
Corvette Assembly Manual January 1978 |
|
Prev
 Next
Next
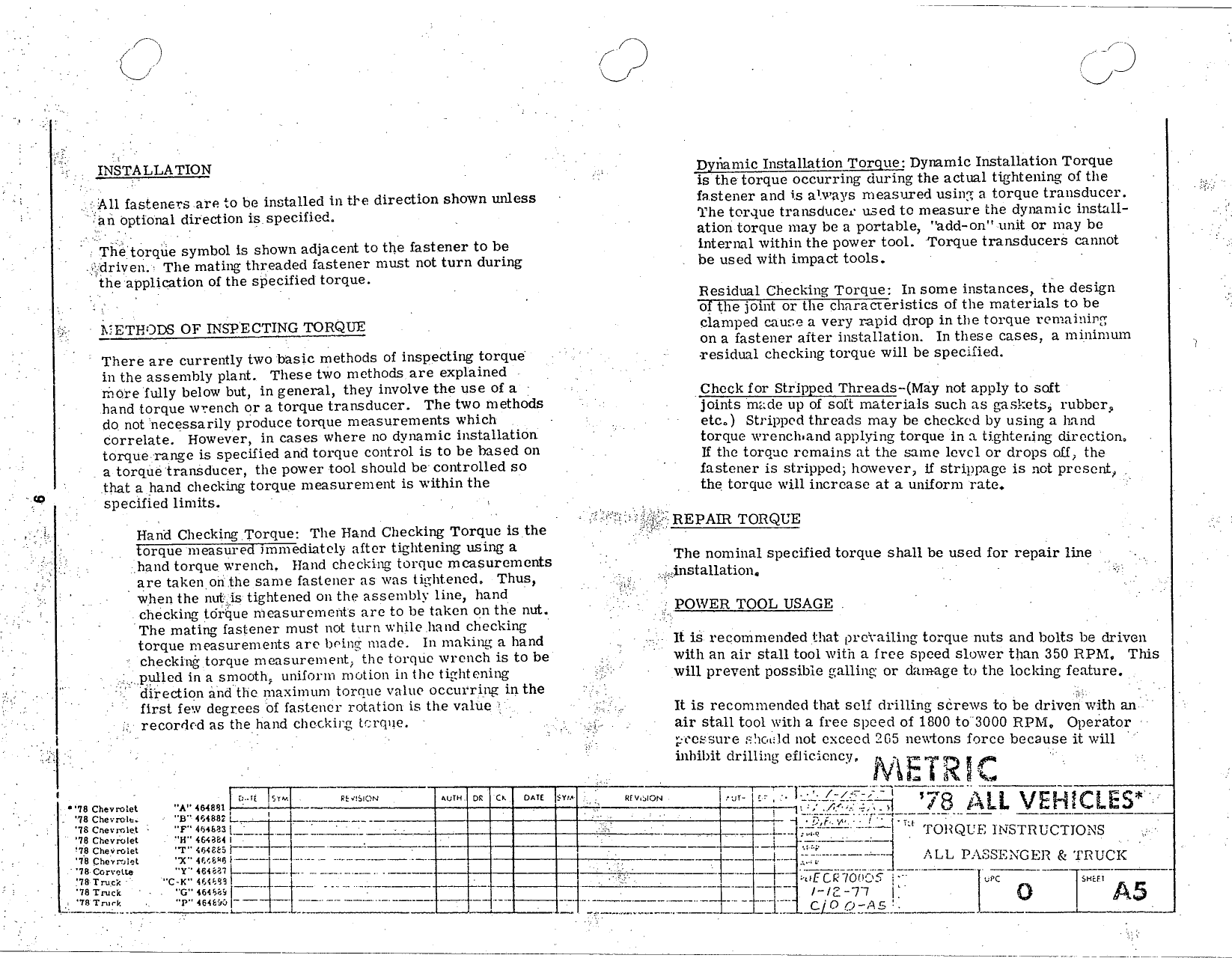
Q kt r U rg i py V Dynamic Installation Torque nynanilc Installation Torque is the torque occurring during the actual tightening of the All fasteners are to be installed in tl e direction shown unless fastener and is always measured using zi torque transducer ian optional direction is speciiicd The torque transducer used to nieasure the dynaniic install V V ation torque may be a portable add on unit or may be V The torque symbol is shown adjacent to the fastener tc be internal within the power tool Torque transducers cannot V gdriven The mating threaded iastener must not turn during be used with impact tools the appliutlon ol the specified torque V Residual Checking Torque in some instances the design V V 0I t ie golnt or tie clmracterlstics ofthe materials to be Mari loins or msl l2cTlNc IURQUE clamped cause a very rapid drop in the torque renrninin V on a fastener alter installation In these cases a minimum There are currently two basic methods ot inspecting torque residual checking torque will be specitied ln the assembly plant These two methods are explained more fully below but in general they involve the use ol a chock tor stripped Threads Ma not a l t oit lgand torque wrench or a torque transducer The tv oCl ethods joints mi de up oi soft materialsssucli zigpgzxisgcts rubber o not necessarily produce tomue mensuremen s w i etc Stripped threads may be checked b V V yusln ri hiid sojrgsearjrtgeiishgz itieldcgsciiovrgggecghtrholigltg Jf 2 i milling mw s r ie or l t t a torque transducer the power tool should be controlled sv tnstoner t1r sh rof5c EsE gil rQ 0p e H gh G that a hand checking torque niensurenient is within the the torque wm imr asc at K Qniformlrrgtg R pm V specified limits o Hand Checking Torque The Hand Checking Torque is the i t rque measure rnnnediatcly attcr tightening using at V V hand torque wrench llclnd checking torque mcasureincnts Thi m a1 Specmed t q Shall be used DY repair line V V are taken on the sonic iastencr as wns tightened Thus V l s u when the nutVVis tightened on the assembly line hand r V checking torque nicasurcincnts nrc to be taken on the nut t V V The mating iastcner must not turn while hand checking torque nieasurenients are bring made In making n hand ll is i ecc mmended that pt ci ni1in torque nuts and ports be driven checking torque measurement the torque wrench is to be with an sir stall tool with zi free gpeed slower thnn 2 50 RPM This pulled ln n snrooth uniform niotion in tho ticlnening will prevent possible galling or daneage to the locking feature direction and the niaxiinuni torque yaluc occurring in the V V nrst Eng degrsci oi astenei rrotation is the value A t lt is reconiniendcd that seli drilling screws to be driverrwith an t recor r as t 2 an ciccnlrv lq l air stall tool with a free speed of lB00 to 3000 RPM Operator V l c i ii 1 i iC ld not cxcccd 205 newtons force because it will n nre rn c MFTMF niii iiiriyr 8 ch H 1 mm sw i c nin ci our sn rn s lm fT l f77 l T 1 T V r o r c i r r n nr r is r i 4 3cc ii i El l Cl E5 or ru e t r TM i E E EEEE k l E Yviiili ii i i l l v i s lt Z ZZ 5 1 iT y l 9 3 izl tit i i E1 e V r 5 iiiii Z S N UCK l SRE J f r ee Ws V c Q F0 V7 5 5f M 7 U rsrrurr Wm s e s V V g V 5 v rAr g 0 A5 V i we I r i c