Jeep Parts Wiki | Ford Parts Wiki
Home | Search | Browse | Marketplace | Messages | FAQ | Guest
|
Corvair Chassis Shop Manual December 1964 |
|
Prev
 Next
Next
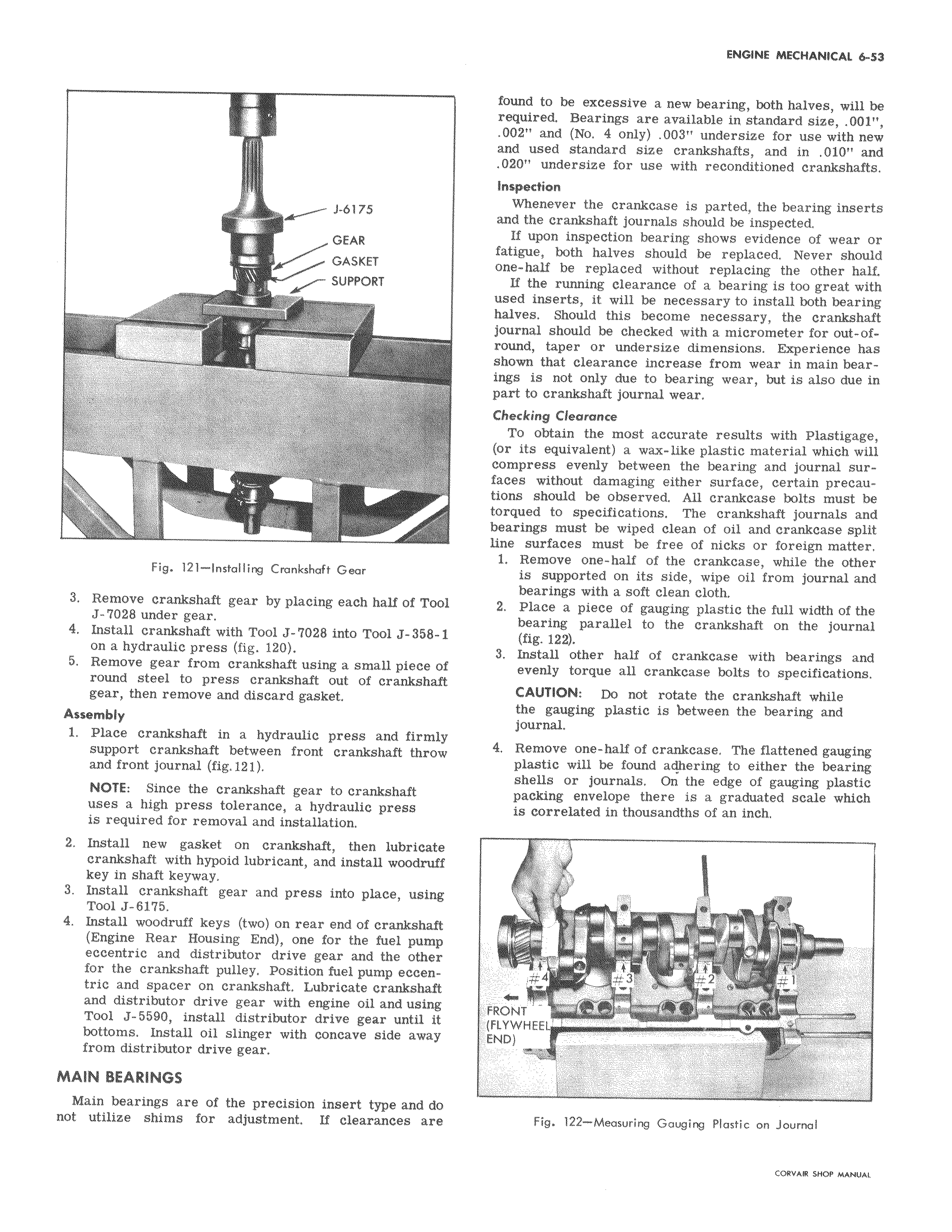
I m v v va m a o m a w v v GEAR GASKET SUPPORT found to be excessive a new bearing both halves will be required Bearings are available in standard size 001 002 and No 4 only 003 undersize for use with new and used standard size crankshafts and in 010 and 020 undersize for use with reconditioned crankshafts Inspection Whenever the crankcase is parted the bearing inserts and the crankshaft journals should be inspected If upon inspection bearing shows evidence of wear or fatigue both halves should be replaced Never should one half be replaced without replacing the other half If the running clearance of a bearing is too great with used inserts it will be necessary to install both bearing halves Should this become necessary the crankshaft journal should be checked with a micrometer for out ofround taper or undersize dimensions Experience has shown that clearance increase from wear in main bearings is not only due to bearing wear but is also due in part to crankshaft journal wear Checking Clearance To obtain the most accurate results with Plastigage or its equivalent a wax like plastic material which will compress evenly between the bearing and journal surfaces without damaging either surface certain precautions should be observed All crankcase bolts must be torqued to specifications The crankshaft journals and bearings must be wiped clean of oil and crankcase split line surfaces must be free of nicks or foreign matter 1 Remove one half of the crankcase while the other is supported on its side wipe oil from journal and bearings with a soft clean cloth 2 Place a piece of gauging plastic the full width of the bearing parallel to the crankshaft on the journal fig 122 3 Install other half of crankcase with bearings and evenly torque all crankcase bolts to specifications CAUTION Do not rotate the crankshaft while the gauging plastic is between the bearing and journal 4 Remove one half of crankcase The flattened gauging plastic will be found adhering to either the bearing shells or journals On the edge of gauging plastic packing envelope there is a graduated scale which is correlated in thousandths of an inch Yr Sr T T cy FRONT FLYWHEE END WMMM Fig 122 Measuring Gauging Plastic on Journal